
Copper Machining 101 – Everything You Need to Know
Copper machining is crucial in the industries where electrical and thermal conductivity is critical. Whether it is an aerospace or an electronic, it drives precision components you use every day. However, it does not always mean that it is easy to machine copper, as it takes skill, equipment, and knowledge of the best methods. Lacking the appropriate insight, you could end up with inadequate surface finishes, wear of the tools, or expensive errors. This is why this guide is present. You will know all about copper screw machining and CNC, how to select the best copper grades such as C14500. As a machinist or engineer you will walk away confident and knowledgeable to machine copper.
What Is Copper Machining?
Copper machining involves you shaping copper into parts of desired specifications by the use of cutting tools or CNC machines. It is mandatory where accuracy is required such as in the electronics and aerospace industry. Copper is good because it has good conductivity and is resistant to corrosion. But it is soft, and it sticks to tools, and so must be handled with care. By knowing the unique properties of copper, you will be able to enhance tool life, surface finish and general quality of the machining.
The Process of Copper Machining
Copper machining requires subtractive manufacturing, in which you take away material in a solid copper object to create a shape out of it. You begin with a CAD drawing, you program the CNC machine, you select the correct tool and feed rate and then you carry out rough and finish cuts. The softness of copper, its greater thermal expansion, and the tendency of copper to form burrs are some of the factors you must deal with compared to steel or aluminum. To obtain clean and precise results, you should use coolant and sharp tools.

Typical Copper Machining Techniques
Copper machining requires accuracy and the correct procedure. Under the right technique, the softness of copper, and its high thermal conductivity will enable you to eliminate the problems of tool wear, poor finishes, and deformation. The most frequently used copper machining methods are listed below and which you can depend on to give you quality results.
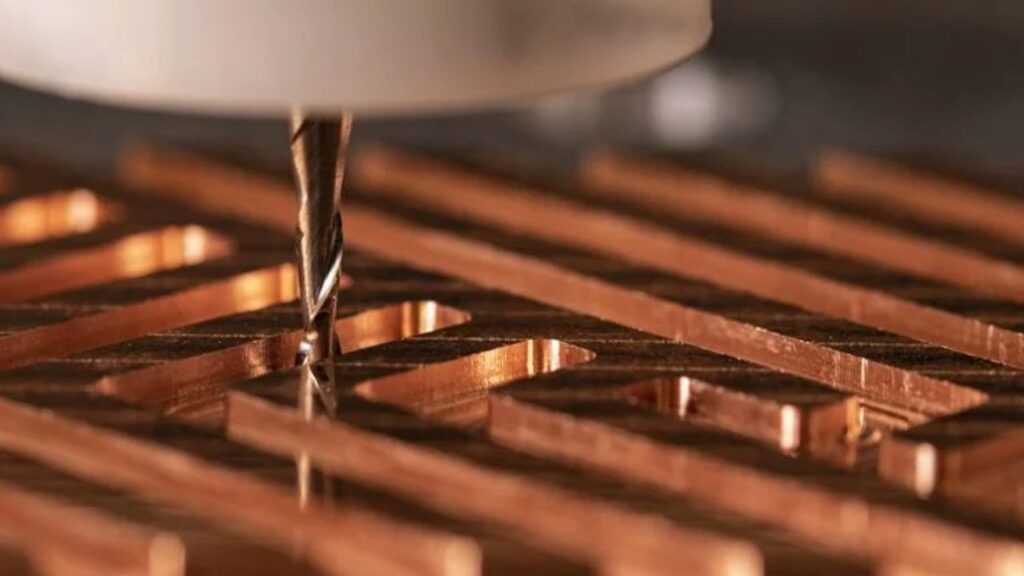
CNC Milling
CNC milling is the process of machining a workpiece of copper in which material is removed by rotating cutting tools with many points. With the CAD/CAM software, you are able to control each movement, which is good when dealing with complex shapes. It is most suitable on flat surfaces, pockets, slots, and complex details. When properly performed, you have clean endings, accurate measurements, and little wastage of materials.
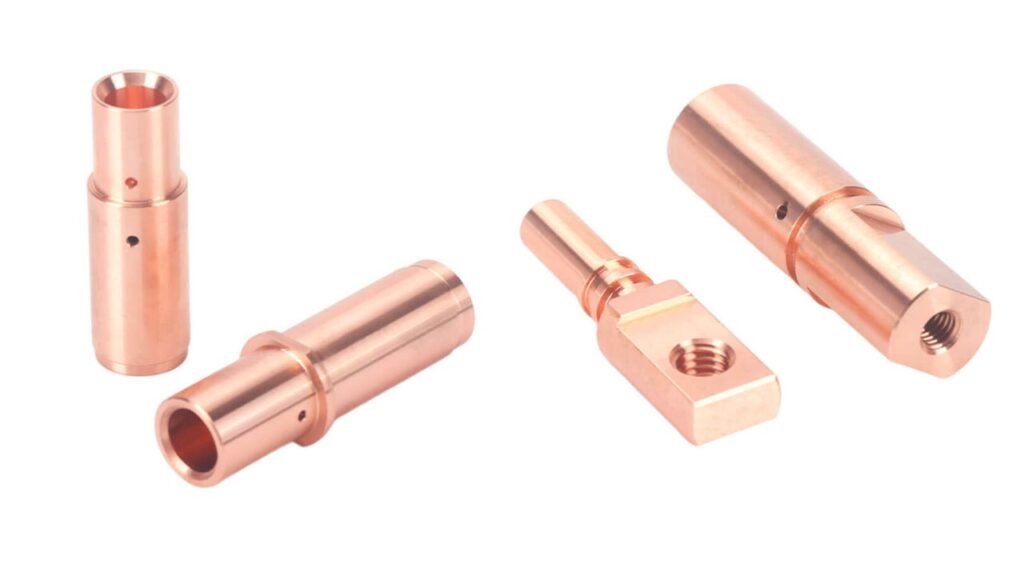
CNC Turning
Machining cylindrical copper parts such as rods, pins, or sleeves, use CNC turning. In this process, a copper workpiece is rotated and the cutting tool remains at the same position. You receive outstanding accuracy and close tolerances. It is particularly helpful when you are seeking quick, reproducible outcomes on round or tubular parts.

Drilling
Drilling provides a hole to fasten, connect or mount something. Ductility of copper may make chips hard to remove when drilling. You are supposed to use sharp drill bits and high pressure coolant in order to chip out. Otherwise, the walls of the holes can be damaged and accuracy impaired by the accumulation of chips.

Tapping
Tapping is the default method you use to cut internal threads in copper pieces. It can be done manually but the CNC tapping provides consistency and speed- particularly when large quantities are being produced. Apply high-speed steel or coated tools that are sharp to minimize friction and deformation of threads.

Grinding
Grinding provides you with a smooth finish and tight dimensional control. Copper: Fine abrasives such as silicon carbide and aluminum oxide should be used. Be careful with heat accumulation – copper conducts heat and you could end up warping once it gets too hot.

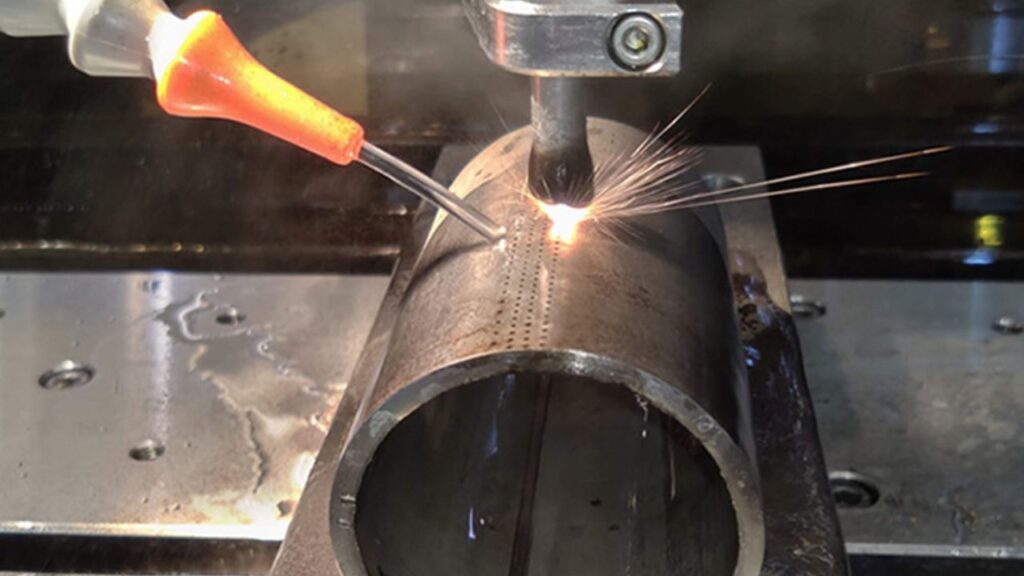
Electrical Discharge Machining (EDM)
Select EDM when cutting conventional tools cannot deliver the accuracy or shape that you require. EDM removes copper through electrical sparks in very precise patterns. It is ideal when dealing with tight-tolerance parts, or complex geometries, particularly when machining hard-to-reach features.
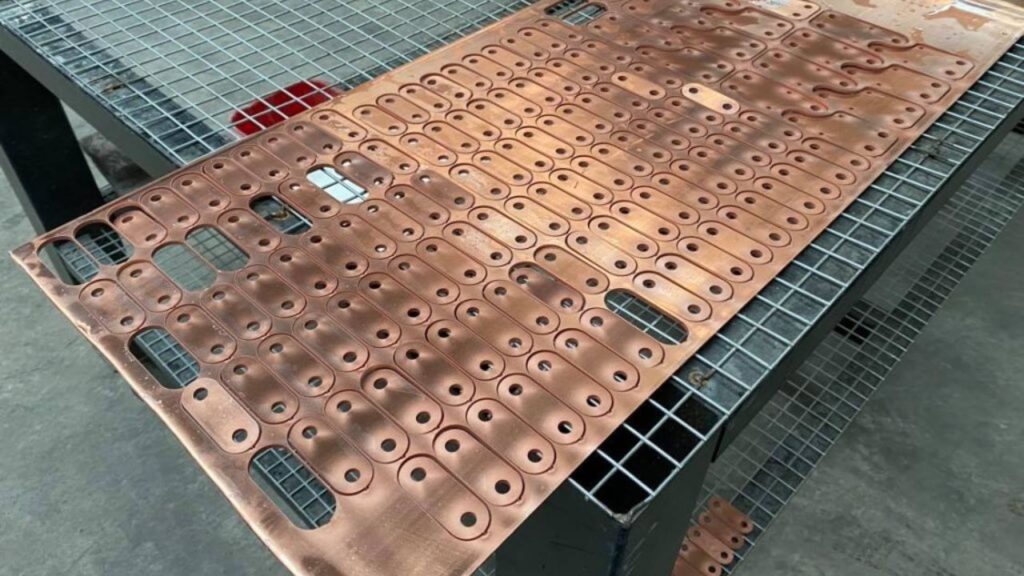
Water Jet Cutting
Water jet cutting involves the use of high pressure water combined with abrasive materials to slice copper in a clean manner. It causes no heat-affected areas, and is therefore suitable in copper sheets where thermal distortion is an issue. You are able to cut a broad variety of thicknesses of copper without warping or hardening the metal.
Laser Cutting (Other Technique)
Laser cutting is a high-speed precise process on thin sheets of copper. Nevertheless, reflectivity and thermal conductivity of copper necessitates special laser settings and cooling methods. Properly set up, your results are clean edges, detailed designs, and very little burring.
Swiss CNC Machining
CNC Swiss machining is your choice when you need small, fine copper pieces with close tolerances. The workpiece is supported by a sliding headstock and guide bushing to enable precision. You will be able to draw complicated forms such as thin rod or elaborate parts. It is suited to the mass production of small components. Set feeds and speeds to avoid having the softness of copper as a problem. The approach will provide you with quality results in a consistent manner.
CNC Mill and Turn
CNC mill-and-turn machining lets you combine milling and turning to manufacture copper parts with versatility. Both processes are done in a single machine, which reduces setup time. You make intricate components having holes, slots, and threads at once. It is efficient on medium to large parts. Sharp tools and correct coolant should be used to maintain the finish of copper. It is a time-saving method that enhances precision.
Which is the Best Copper Machining Tool?
The most suitable machining tool in machining copper is crucial to clean cutting and long tool life. Depending on your machining requirements, you must use carbide, high-speed steel (HSS), or polycrystalline diamond (PCD) tools. Carbide is efficient in the high-speed job, but PCD is effective in the ultra-precise work. Subject to coatings such as TiN or TiAlN to minimize wear and eliminate copper sticking. Geometry of tools is also important. You must have sharp edges, good rake angles and smooth surfaces to reduce burrs and increase finish. By applying the appropriate tool to the task, you increase quality and efficiency.
Grades of Copper in Machining

Pure Copper (C110/C102)
C110 and C102 will commonly be found where good electrical or thermal conductivity is required. These grades are superior in power systems, wiring and electronic busbars. Nevertheless, pure copper is soft and sticky, so it is hard to machine without special equipment and settings.
Electrolytic Copper
Electrolytic copper has been referred to as pure and dependable in heat-sensitive systems. This grade will provide reliability and efficiency when you are working on such components as transformer windings or electrical contacts.
Oxygen-Free Copper
Hydrogen embrittlement is avoided by this grade. In the case of high end electronic parts, or vacuum tube production, oxygen-free copper is the most durable and has the most conductivity.
Free-Machining Copper (C145/C147)
Take C145 or C147 when you require a balance between machinability and performance. These have low levels of lead or sulfur that aid in minimizing wear of the tool and enhance the finish of the surface- suitable to screw machining or elaborate CNC applications.
Copper Alloys (Brass, Bronze, Cu-Ni)
Copper alloys will solve your strength, corrosion resistance or durability problems. You will sacrifice conductivity, but you will get machinability and structural/marine strength.
Admissible Feed Rate and Speed
Copper needs low speeds and medium feed rates to prevent heat generation. An example of this is turning speed of around 100-120 feet per minute (SFM) with a feed rate of 0.005-0.010 mm/revolution which will reduce the amount of friction and tool wear. The following are other recommended parameters:
| Process | Speed (SFM) | Feed Rate (mm/rev) |
| Turning | 100 – 120 SFM | 0.005–0.010 mm/rev |
| Cutting Off | 100 SFM | 0.005 mm/rev |
| Drilling | 80 SFM | 0.008–0.015 mm/rev (for 4.76 mm hole) 0.015–0.020 mm/rev (for 12.7 mm hole) |
| Reaming | ~60 SFM | 3x the drill feed rate |
| Tapping | ~60 SFM | Based on thread depth and diameter |
Admissible Chemical and Mechanical Characteristics
| Category | Property | Value |
| Chemical Composition | Copper (Cu) | ~99.9% |
| Oxygen (O) | ≤0.04% | |
| Other Elements (e.g., Ag, P) | Trace (<0.1%) | |
| Mechanical Properties | Tensile Strength | 220 – 300 MPa |
| Yield Strength | 70 – 250 MPa | |
| Elongation | 40% (in 50mm) | |
| Hardness | 40 – 80 HB (Brinell) | |
| Density | 8.96 g/cm³ | |
| Thermal Conductivity | 390 W/m·K at 25°C |
Step-by-Step Copper CNC Swiss Machining Process
Copper machining is tricky to ensure clean, accurate results. Here is how you can deal with it like a pro.
Step 1: Set Up Your Workplace
Establish a healthy well-lit environment. You assemble equipment such as a lathe or milling machine. Make sure your cutting tools are sharp and that you are well ventilated. Ensure that your copper inventory (e.g., C110) is prepared and quantified.
Step 2: Choosing the appropriate tools
Select tools that are copper friendly. You employ carbide or high-speed steel tools having positive rake angle. Select a coolant to help handle the heat-copper conducts it quickly. Examine tools to ensure they are not sharp to make them gummy.
Step 3: Obtain the Copper Stock
Firmly clamp your copper piece in the machine. You tune it up straight to avoid vibration. Soft jaws may be used where this is necessary to prevent surface marring. Make sure you check your setup twice.
Step 4: Machining Parameters
Set your machine. You use a relatively low speed (e.g. 100-200 RPM to turn) and feed rates. Use coolant to minimize heat accumulation. First test on a scrap piece.
Step 5: Commence Machining
Start snipping your copper. You are consistent on the pressure so as not to work harden. Be on the lookout of smooth chip formation gummy chips indicate you should adjust. Be slow about being accurate.
Step 6: Inspection and Deburr
Halt and inspect. You use calipers or micrometers to measure dimensions. File or brush off burrs. Make sure the surfaces are to your specifications.
Step 7: Complete and Clean
Use a finishing coat where necessary. You wipe the part using a solvent to clear the residue. Wipe it dry to avoid oxidation. Praise your finished copper!
The Ideal Copper Grades to Achieve Particular Machining Objectives
Selecting the appropriate copper grade boosts your machining success. The grades have distinctive application characteristics. The following is a guideline to assist you in choosing the right copper grades that fit your objectives.
Best Grade for Electrical Components
In the case of electrical components, you are required to have high conductivity. Your best bet is C11000 (Electrolytic Tough Pitch). It has 100 percent IACS (International Annealed Copper Standard) conductivity. Wiring, busbars and connectors are superb in electrical performance. It is pure and hence causes minimal resistance making it suitable to transfer power efficiently.
Best Grade for Mechanical Strength
Choose C17200 (Beryllium Copper) when mechanical strength is important. This grade comes with high tensile strength and durability. It can be trusted with springs, fasteners and heavy duty parts. It is wear and fatigue resistant, which makes your parts survive under rough conditions.
Best Grade for Fast Prototyping
To prototype quickly use C10100 (Oxygen-Free Copper). Its high machinability accelerates you. Designs can be easily shaped and checked. It is also used due to its high purity that ensures fast changes without sacrificing quality.
The Best Grade for High-Volume CNC Runs
On large-quantity CNC prints, choose C14500 (Tellurium Copper). It can be easily machined and causes less tool wear. You get repeatability on large batches. Its conductivity-strength balance is appropriate to connectors and fittings.
Copper Machining Tolerances and Precision
The ability to perform precise machining of copper improves the quality of your project. Learn some important considerations in order to be precise and consistent.
Normal Achievable Tolerances
Copper machining can reach tolerances of as small as ±0.001 inches. This precision is provided by high-precision CNC machines. Results are affected by your part complexity and material grade.
Influencing Factors
The type of machine counts- 5-axis CNC is more precise. To reduce deflection, use sharp, carbide tooling. Consider the fact that copper expands with heat, so dimensions are changed. Shop temperature should be controlled.
CAD/CAM and Simulation Role
Use CAD/CAM software to create accurate toolpaths. Simulation can assist you to foresee errors prior to machining. This saves expensive rework and provides accuracy.
Surface Finish Expectations
Electrical parts should expect smooth finishes (Ra 16-32 µin). Polishing can be used to obtain mirror-like finishes (Ra 8 µin) on decorative parts. End your match according to your application requirements.
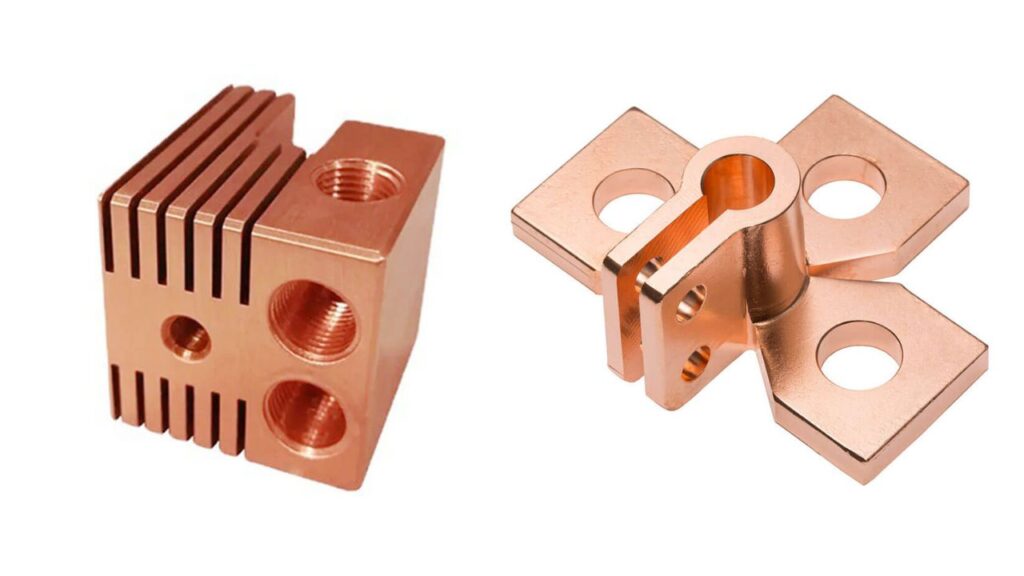
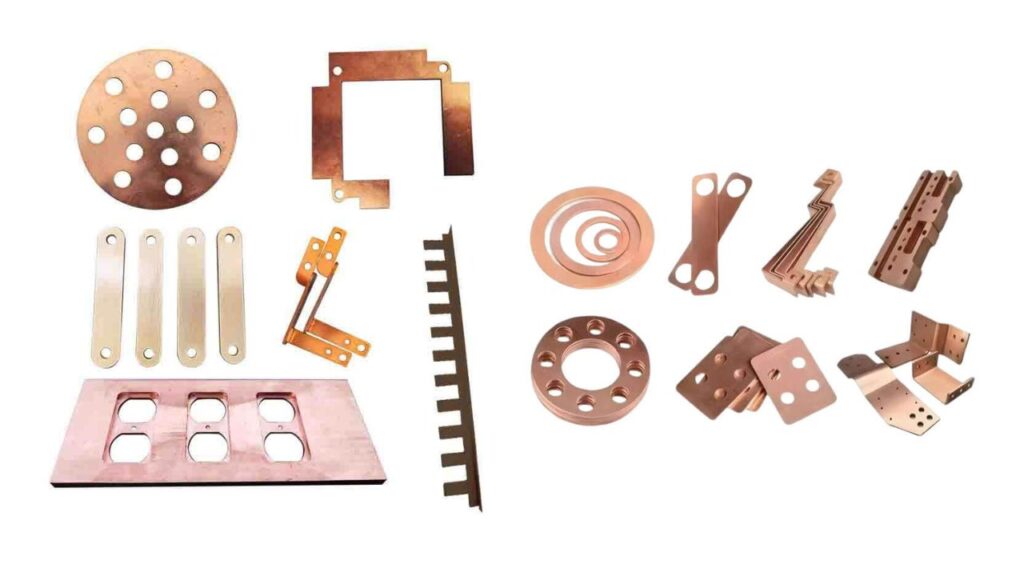
Uses of Copper Machining
Copper is very adaptable to precision machining. It can be applied to various sectors in high-performance components.
Electric and Electronic Parts
Make copper connectors, terminals, and busbars. It has high conductivity and hence power is transferred efficiently. You get consistent performance in circuit boards and wiring systems.
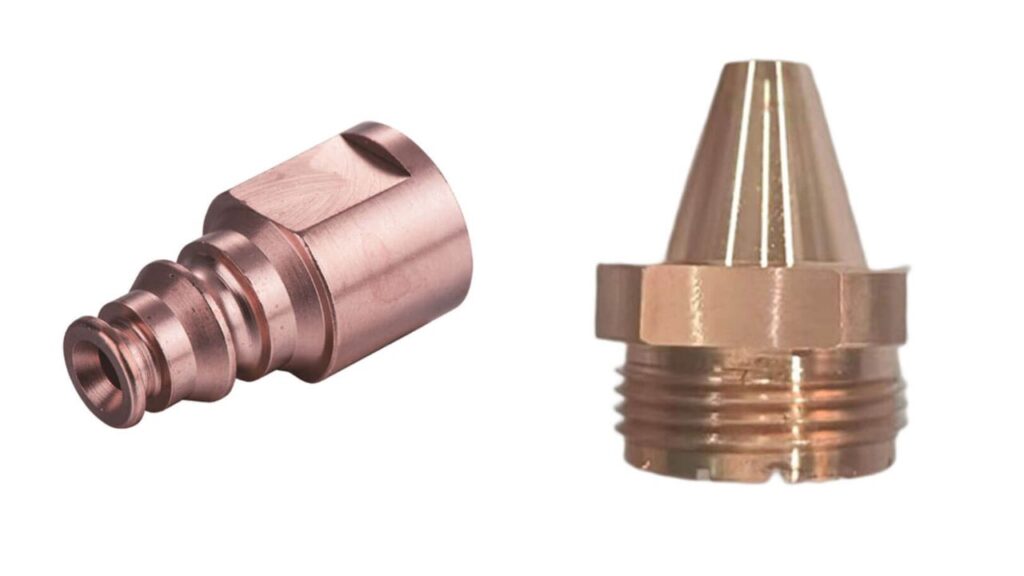
Thermal Management Systems
Heat exchangers and radiators should be made of copper. It has a good thermal conductivity that dispels heat. You also guarantee efficient cooling systems.
Aerospace and Automotive
Design conductive structural components that are light in weight. The strength-to-weight ratio of copper fits the aerospace and automotive requirements. You improve electrical systems and fuel efficiency.
Medical and Scientific Equipment
MRI shielding and cryogenic systems using machine copper. It performs well in sensitive environments because of its non-magnetic characteristics. You guarantee accuracy in the medical equipment.
Audio/Visual Equipment
Produce quality audio cables and housings. The conductivity of copper provides high quality sound. You produce quality A/V parts.
Industrial Automation
Copper to produce robotics, sensors and actuators. Its conductivity promotes effective automation. You enhance system reliability and performance.
Choosing the Right Copper Alloy for Specific Applications
Considerations to Make
Test stability, conductivity, and strength. In electrical parts, look after large conductivity using alloys such as C11000. Want corrosion resistance? Select C70600 in marine applications. To have strength, use C17200 beryllium copper. You can trade these properties according to your application requirements.
Alloy versus Pure Copper
Pure copper is superior in terms of conductivity but weaker. Better machinability and durability albeit at an increased cost, are obtained by alloys such as C14500. You balance performance and budget. Pure copper is frequently sufficient on cost-sensitive projects. Alloys bring better performance in demanding applications.
Typical Errors in Selection
Do not select untested alloys. An error in the evaluation of conductivity requirements results in inefficiencies. Do not neglect harsh environment corrosion. By prototyping and using material specs, you avoid error. You must also use the alloy that is best suited to your application.
Advantages and Challenges of Machining Copper
Advantages
Copper has the best electrical and thermal conductivity to be used in electronics and heat exchangers. Its high corrosion resistance in extreme environments such as marine environment is on your advantage. It is recyclable, thus contributing to sustainable production- copper scrap is not waste. Copper is versatile and you can work it through milling, turning, or drilling.
Challenges
During cutting, work hardening takes place and increases the difficulty of machining copper. You suffer tool wear because copper is soft and tends to stick to tools. Distortion occurs because of thermal expansion and you need to regulate temperatures. Finishing is complicated by burr formation and ineffective chip evacuation. To counteract these, work with sharp carbide, maximize cutting speeds and use of coolant. You perform better by looking forward to these challenges and anticipating.
The Major Considerations in Copper Machining
In order to machine copper successfully, pay attention to essential variables. This will make your work precise and efficient.
- Selection of Feed Rate and Spindle Speed: Select medium feed rate so that work hardening may be avoided. When copper was soft, set spindle speeds high. You get clean cuts and prevent wear and tear of tools.
- Importance of Coolant and Lubrication: To reduce heat use coolant. A rapid expansion is caused by the thermal conductivity of copper. Use water-based grease to minimize friction. You make surface finish and tool life better.
- Tool Wear Monitoring: Check tools regularly. The adhesion is brought about by the softness of copper, which increases wear. You see dull edges in advance to save precise. Routinely update the tools to prevent flaws.
- Good Work Holding Techniques: Hold workpieces in place. Deformation should be avoided with soft jaws or fixtures. You create stability and precision in machining.
- CAM Software Optimization of Copper: Use CAM software to optimize toolpaths. To reduce errors, practice cuts. You maximize performance and minimize wastage.
The Planning of the Machined Copper Parts
The machining of copper parts needs to be well planned. You achieve efficiency and accuracy with the following considerations.
- Optimize CNC Machinability: Choose copper grades such as C14500 to cut down on machinability. You minimize tool wear through correct feeds and speeds. Increase efficiency by using simple toolpaths in design parts.
- Avoid redundant Complexity: Straighten geometries to save time and money. You do not use complex features that slacken the production. Pay attention to functional designs to achieve more.
- Appropriate Radii and Fillet Design: Use large radii and fillets. You avoid stress concentrations and facilitate access to tools. Fillet radii should be a minimum of 0.5 mm.
- Thermal Expansion Allowances: Consider the large thermal expansion of copper. You layout clearances that prevent distortion when machining. Check the temperatures in the shops to ensure they are consistent.
- Finishing and Tolerance: Write tight tolerances (x 0.001 inches) where required. You select surface finishes such as Ra 16 m in of electrical components. Post-process polished surfaces.
Typical Issues and Remedies in Copper Machining
| Problem | Cause | Solution |
| Burr Formation | Dull tools, high speed | Sharp tools, controlled speed |
| Work Hardening | Interrupted cuts, high heat | Continuous cutting, coolant use |
| Tool Wear | Copper adhesion, heat buildup | Use coated carbide/PCD tools |
| Poor Surface Finish | Incorrect feed rate or tool path | Optimize speeds, use fine finishing tools |
| Chip Evacuation Issues | Small chips clogging flutes | Use chip breakers, high-pressure coolant |
Copper Machining Safety Tips
Copper machining is a task that needs special attention to safety. These are some tips to keep yourself and your working environment safe.
- Copper Dust and Particles: Dust of copper may be irritating to the lungs. Dust collection systems must be used. Avoid inhalation by wearing a fitted N95 mask. To reduce this exposure, work surfaces need to be cleaned regularly.
- Personal Protective Equipment (PPE): Wear safety glasses that will protect your eyes against chips. Wear gloves that reduce cutting. Your ears require protection against loud CNC machines.
- Proper Ventilation: Fix good ventilation systems in your shop. You are supposed to employ HEPA filtration to capture fine particles. This maintains the quality of air and minimizes health hazards.
- Dispose of Chips and Coolant: Collect copper chips in tightly-sealed containers. You should recycle them in a safe manner. Use local regulations to dispose of used coolant to prevent environmental damage.
- Prevent Tool-Related Injuries: Fasten the tools so that they do not slip. Tools should be checked to see wear before they are used. Lockout of machines when performing maintenance.
Copper Machining Cost Factors
Knowledge of cost aspects assists you in the budgetary process in relation to copper machining. Budget in a smart way to maximize costs.
Material Costs
Pure copper is cheaper compared to copper alloys such as C17200 that have a higher strength. Special alloys cost you more. Quality can be guaranteed by purchasing responsibly, however bulk reduces the price. Compare prices to achieve quality and savings.
Machining Complexity
Easy components such as flat plates are cheaper to process. Complex designs with fine tolerances are costly. Complex geometries will cost you more in 5-axis CNC machining than in 3-axis. Evaluate part complexity at the beginning to manage costs.
Tooling and Setup
Unique fixtures increase the costs of setting up unique parts. The softness of copper makes your tools wear out faster, and you have to change them regularly. To save money, use carbide tools to extend the life of the tool.
Finishing and Tolerance Costs
Additional processing such as plating or polishing incurs costs. Close tolerances require accuracy, which is expensive. To save, you can use standard tolerances in non-critical parts.
Quality in Copper Machining
Manufacturing copper parts of high quality demands accuracy and attention. This can be done through strong quality control.
Methods of In-Process Inspection
Touch probes and Coordinate Measuring Machines (CMM) should be used in the machining process. These are real-time verification tools of dimensions. You detect deviations at an early stage, minimizing scrap and rework.
Verification Protocols of Dimensions
Use tight dimensional inspection after machining. Measure with calipers, micrometers and CMM. You make parts tolerances as close as +/- 0.001 inch when critical applications are required.
Significance of Calibration of Tools
Regularly calibrate the tools used to ensure precision. Predictive maintenance such as vibration analysis helps to avoid unforeseen breakdown. You increase the tool life and maintain uniform cuts.
Industry Standards and ISO
Following ISO 9001 and industry-based standards such as AS9100 for the aerospace industry. Documented processes ensure that you meet the standard and earn customer confidence.
Hybrid Techniques Integration
Use 3D printing and CNC on complicated copper components. You design complex models quicker, and perfect them using CNC precision. This mixed system increases productivity.
Conclusion
Copper machining continues to be important in industries that require high conductivity, precision and durability. Regardless of whether you are dealing with copper screw machine or large scale CNC machining of copper, it is important to understand the unusual behavior of copper. It is all about choosing the finest copper to be machined, such as C14500, dealing with thermal expansion and tool wear, and other specifics. Through the correct application of strategies and proper tools, you get better results in copper CNC machining. This guide gives you the power to understand how to machinability copper, enhance how copper parts are machined, and make wise decisions at each machining level.
FAQs
Is Copper Easily or Hard to Machine?
Copper is also soft and thus easy to machine. Nevertheless, you experience the problems of work hardening and adhesion. Make use of sharp tools and correct speeds to make it easier.
What Is the Ability of Copper to Be Machined Under EDM?
Sure, Electrical Discharge Machining (EDM) can machine copper. It is highly conductive and suitable in EDM. You get accurate cuts on complicated shapes, particularly on electrical parts.
Which is the most efficient CNC procedure in high-accuracy copper components?
On high-precision components, apply 5-axis CNC machines. Use CAD/CAM to optimize toolpaths. Thermal expansion should be controlled using coolant. Cut at slow speeds to be accurate.
What Are the Ways to Avoid Burrs in Copper Machining?
Copper is soft thus forming burrs. To reduce burrs, use sharp carbide tools. In addition, you can use high-pressure coolant to improve chip evacuation. Deburring tools to provide smooth finishes after post-processing.
